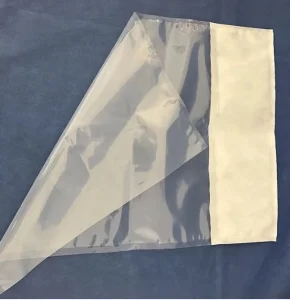
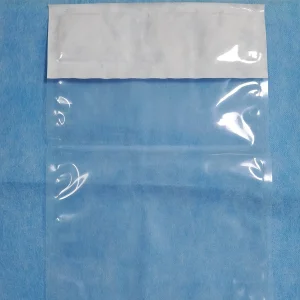
In the modern era of biotechnology and pharmaceutical manufacturing, Gamma Irradiated Bags have become an indispensable asset. Unlike traditional autoclave methods, gamma sterilization offers terminal sterilization within the final packaging, ensuring a Sterility Assurance Level (SAL) of 10⁻⁶ without the need for high heat or moisture, which could degrade sensitive plastic polymers.
The global market is witnessing a significant transition toward Single-Use Systems (SUS). This move is driven by the need to eliminate cross-contamination, reduce cleaning validation costs, and accelerate the "Time-to-Market" for life-saving biologics and vaccines.
International buyers from Europe, North America, and Southeast Asia are increasingly seeking high-barrier, gamma-compatible materials. The demand is centered on ISO 11137 compliance and validation reports that guarantee material integrity post-irradiation.
From laboratory sampling in Swiss biotech firms to large-scale vaccine production in India, our bags serve localized needs. In the food industry, they are used for aseptic bulk filling, ensuring products like liquid eggs or fruit pulps remain sterile during trans-oceanic transit.
The future lies in Smart Packaging. We are researching indicators that change color upon successful gamma dose absorption, providing visual proof of sterilization and enhancing the trust between manufacturers and end-users.
As a leading exporter based in Changzhou, U-Care Medical leverages China's advanced industrial supply chain to offer competitive pricing without compromising on stringent medical standards. Our location in the Yangtze River Delta provides us with logistical advantages, reaching global ports in record time.

Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.

We always place product quality at the highest priority. Customer satisfaction is the driving force behind our continuous improvement and development.
We are committed to building long-term partnerships with our clients by adhering to honest and transparent business practices, never compromising on ethics or authenticity.
Through continuous innovation and refinement, we strive to develop more practical, reliable, and high-performance packaging solutions that support the stable and safe use of our customers’ products.
To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.