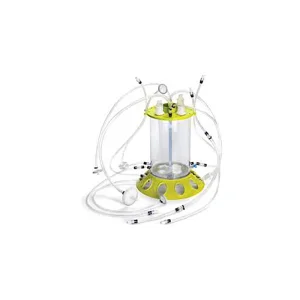
Industry-leading disposable bioprocess containers designed for scalability, sterility, and performance.
The global biopharmaceutical landscape is undergoing a radical shift from traditional stainless-steel infrastructure to Single-use Technology (SUT). As of 2024, the market for Single-use Bioreactor Bags is projected to witness a CAGR of over 15%, driven by the urgent need for flexible manufacturing, reduced capital expenditure (CAPEX), and faster time-to-market for life-saving therapeutics.
Single-use systems eliminate the need for complex Cleaning-In-Place (CIP) and Steam-In-Place (SIP) operations, drastically reducing water and energy consumption while virtually eliminating the risk of cross-contamination. From monoclonal antibodies (mAbs) to the latest mRNA vaccines and cell/gene therapies, single-use bags have become the "gold standard" for modern biomanufacturing.

Staying ahead of the curve in bioprocessing innovation.
The rise of intensified bioprocessing requires bags that can handle extreme oxygen transfer rates and metabolic waste management. Our bags are engineered for high-density perfusion applications.
Modern bioreactor bags are no longer passive containers. Integration with advanced sensors (pH, DO, CO2) and automated controllers is the future of Industry 4.0 in pharma.
While "single-use," the industry is moving toward recyclable polymers and plastic waste management programs to minimize environmental footprints without compromising safety.
Biotech giants and CDMOs (Contract Development and Manufacturing Organizations) are increasingly seeking "Multi-Source" strategies. Reliance on a single supplier can lead to catastrophic supply chain bottlenecks. Our factory in China provides a robust, high-quality alternative that meets international Pharmacopoeia standards (USP Class VI).

Established in 2014, Changzhou U-Care Medical Co., Ltd. is strategically located in the Yangtze River Delta, the heart of China’s pharmaceutical innovation hub. We specialize in the R&D and manufacturing of high-purity disposable medical and pharmaceutical packaging materials.
As a leading Chinese manufacturer, we bridge the gap between cost-efficiency and world-class quality. Our advantages include:
We always place product quality at the highest priority. Customer satisfaction is the driving force behind our continuous improvement and development.
We are committed to building long-term partnerships with our clients by adhering to honest and transparent business practices, never compromising on ethics.
Through continuous innovation and refinement, we strive to develop more practical, reliable, and high-performance packaging solutions for the global market.
"To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services. We support the healthcare industry with safe, reliable, and efficient products, contributing to better protection and delivery of medical products worldwide."
Integrated solutions for seamless liquid handling and bioprocess management.
As a specialized Single-use Bioreactor Bags manufacturer, we understand that the integrity of your bioprocess depends on the quality of the primary packaging. Our bags are engineered using state-of-the-art co-extrusion technology, ensuring that the contact layer is chemically inert and meets the stringent requirements of USP <87> and <88> for biocompatibility. This ensures that even the most sensitive cell lines, such as CHO (Chinese Hamster Ovary) or human stem cells, can thrive without interference from leachable substances.
Furthermore, our factory employs advanced validation protocols. Each batch of single-use bags undergoes rigorous testing for tensile strength, seal integrity, and particle contamination. We provide a full Validation Guide to support our clients' regulatory filings with the FDA, EMA, and NMPA. By choosing U-Care Medical, you are not just buying a bag; you are investing in a partnership that values safety, compliance, and bioprocess efficiency.
The transition to single-use technology is also a step toward a more responsive pharmaceutical supply chain. By reducing the reliance on massive, fixed-asset stainless steel plants, manufacturers can now build "ballroom-style" facilities that can be repurposed in months rather than years. This agility is crucial in the face of emerging diseases and the growing demand for personalized oncology treatments. Our role as a factory is to provide the critical components that make this flexibility possible, ensuring that every drop of high-value liquid is protected from production to patient.