The global pharmaceutical and biotech landscape is undergoing a radical shift toward Single-Use Technology (SUT). As drug potencies increase, particularly with the rise of Antibody-Drug Conjugates (ADCs) and Highly Potent Active Pharmaceutical Ingredients (HPAPIs), the demand for Flexible Isolator Containment Systems has skyrocketed. Unlike traditional rigid stainless steel isolators, flexible systems offer unparalleled speed and cost-efficiency.
Current market data suggests that the global containment market is growing at a CAGR of over 8.5%. Factories across Europe, North America, and the Asia-Pacific region are transitioning to flexible "film-based" solutions to eliminate cross-contamination risks and drastically reduce cleaning validation times. As a leading Flexible Isolator Containment Systems factory, we are at the forefront of this industrial revolution, providing modular and customizable barriers that meet OEB 4 and OEB 5 requirements.

The industry is moving away from "one-size-fits-all." Modern factories require modular flexible isolators that can be integrated into existing production lines for weighing, sampling, and charging without extensive renovations.
Usage of high-clarity, multi-layered anti-static films (PE/PU) ensures visibility and safety when handling explosive or sensitive powders, meeting rigorous ATEX standards.
AI-driven pressure monitoring and automated leak detection systems are now becoming standard in high-end flexible containment systems to ensure operator safety.
International procurement officers today are looking beyond just price. The primary drivers for selecting a flexible isolator factory include:
From laboratory research to massive industrial production, flexible isolators serve diverse roles:
Used for small-scale weighing of potent compounds and analytical testing where a sterile environment is paramount.
Managing the transfer of hazardous chemicals in bulk, ensuring zero exposure to the external environment.
Protecting sensitive food ingredients from contamination during milling and packaging stages.

Changzhou U-Care Medical Co., Ltd., established in 2014, is situated in the heart of China’s most advanced manufacturing hub—the Yangtze River Delta. Our location in Changzhou, Jiangsu Province, gives us a logistical advantage that translates to faster shipping and lower costs for our global partners.
As a specialized manufacturer, we bring the "China Advantage" to the table: High-tech precision at a competitive price point. We don't just manufacture; we innovate. Our R&D team works closely with pharmaceutical giants to refine disposable medical and pharmaceutical packaging materials, ensuring they meet the highest global safety standards.
Our commitment to Experience, Expertise, Authoritativeness, and Trustworthiness is reflected in our core pillars:
Our Vision: To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
Our Mission: To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.
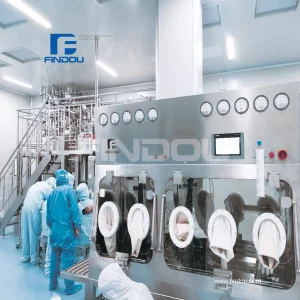
When searching for a Flexible Isolator Containment Systems Factory, technical specifications are vital. Our systems feature multi-chamber designs, allowing for separate material entry, processing, and exit zones. This "Zoning Strategy" is essential for maintaining OEB 5 levels (concentration <1µg/m³). Furthermore, our use of HEPA filtration and VHP (Vaporized Hydrogen Peroxide) compatibility ensures that even the most stringent sterility requirements are met.
Our manufacturing process involves rigorous testing, including pressure decay tests and glove integrity testing, ensuring every unit leaving our factory is ready for the most critical pharmaceutical applications. Whether you are handling cytotoxic drugs or sterile powders, our flexible isolators provide a safe, compliant, and cost-effective barrier.