📄
Product Description
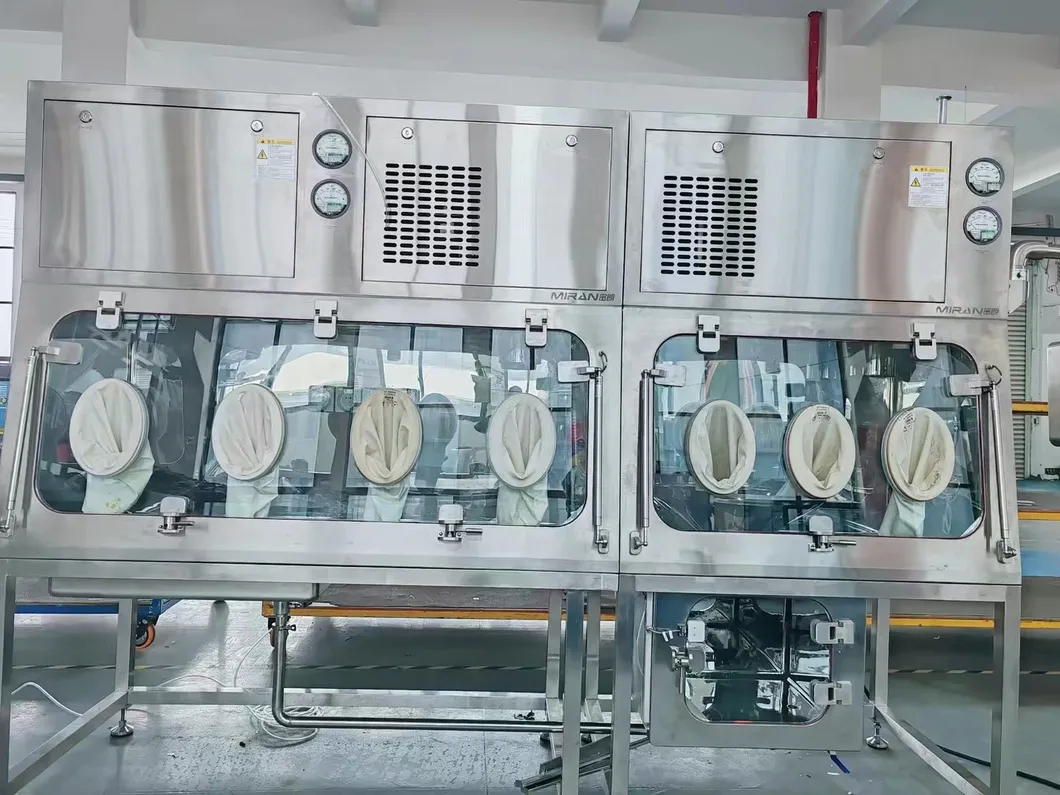
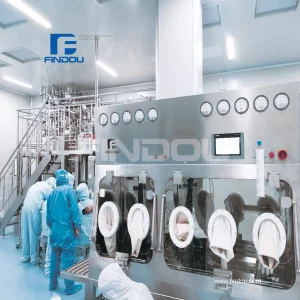
Negative pressure isolator M-ISLT-N
It can meet the isolation operation of highly toxic, highly active, and highly allergenic drugs, comply with the requirements of EHS occupational health management system, and can be widely used in laboratories related to biomedicine, chemical engineering, and research institutes. Provide a sealed negative pressure environment for the packaging, weighing, ingredient preparation, sampling and other operational processes of drugs, to protect the health and safety of personnel throughout the entire operation process.

❓
FAQ
Q1: Are you a manufacturer?
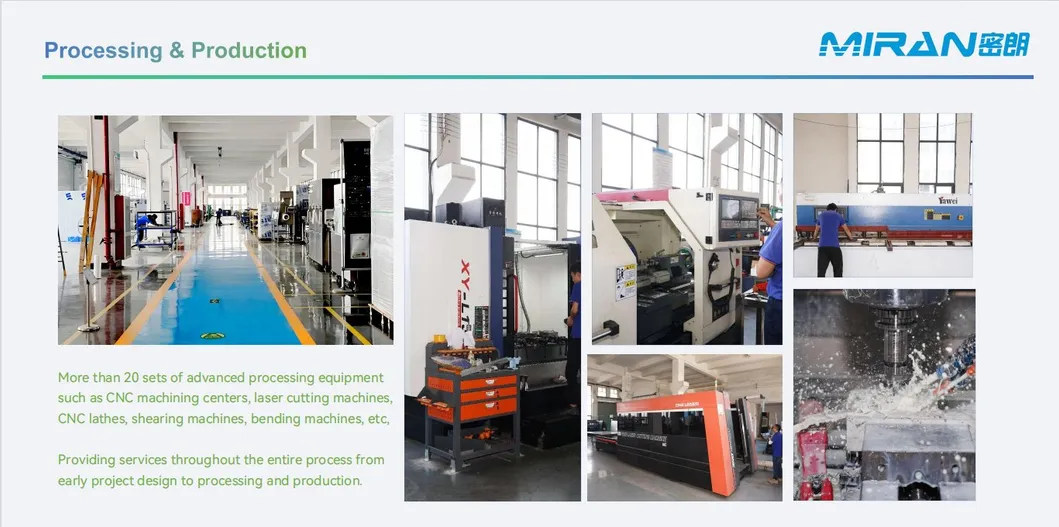
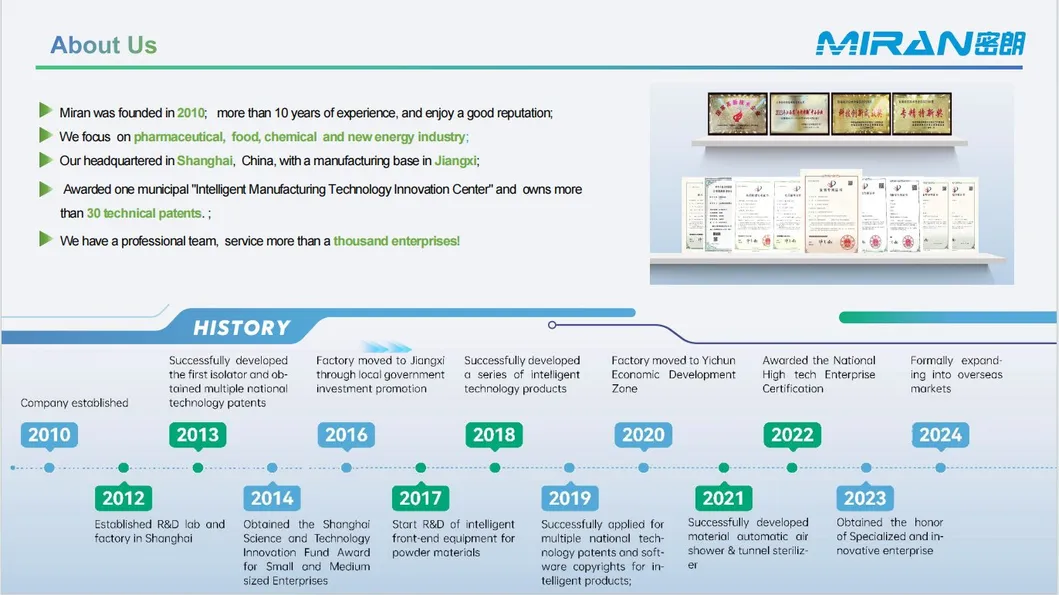
Ans: Yes, we have been manufacturing and providing excellent cleanroom and solid preparation front-end processing systems for more than 10 years. Our production plants are qualified for ISO Quality Management System.
Q2: Do you inspect the finished products?
Ans: Yes, we conduct inspections according to ISO standards, managed by our dedicated QC staff.
Q3: Do you do OEM or ODM?
Ans: Yes, we provide both OEM and ODM services. Custom logos can be applied to our products.
Q4: How long is the delivery time?
Ans: Normally 7 days for standard samples. For customized orders, the lead time is approximately 60 days.
Q5: How long is the warranty period?
Ans: One year after shipment.
Q6: What standards does the cabin airtightness meet?
Ans: The cabin airtightness meets ISO10648-2 standard requirements.