In the modern pharmaceutical era, Bulk Drug Substance (BDS) storage has evolved from simple warehousing into a high-tech discipline critical to the global healthcare supply chain. As the biopharmaceutical sector continues to expand, the demand for specialized storage solutions—ranging from stainless steel bioreactors to single-use flexible isolators—has skyrocketed. Globally, the industry is witnessing a shift towards high-value biologics, including monoclonal antibodies, mRNA vaccines, and cell therapies, all of which require uncompromising sterility and precise environmental control during storage and transport.
Regulatory bodies like the FDA (USA), EMA (Europe), and NMPA (China) have implemented stringent Good Manufacturing Practice (GMP) standards. This has led to a market where only the most sophisticated suppliers can survive. Modern BDS storage must account for temperature sensitivity (often requiring ultra-low cold chain solutions), chemical compatibility, and the prevention of cross-contamination. Today's global commercial reality dictates that suppliers are no longer just vendors; they are strategic partners ensuring the "last mile" of drug substance safety before final formulation.
Clinical trials and manufacturing are increasingly decentralized, requiring robust bulk storage liners and container systems for cross-border logistics.
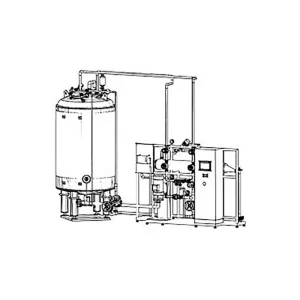
The rise of biologics demands specialized stainless steel water storage and bioreactor distribution systems to maintain enzyme and protein stability.
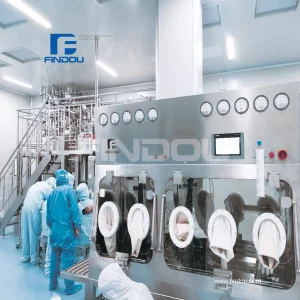
Advanced isolators and needleless connectors are becoming industry standards to mitigate the risk of microbial contamination.
Established in 2014 and located in Changzhou, Jiangsu Province, Changzhou U-Care Medical Co., Ltd. stands as a beacon of innovation within the Yangtze River Delta. Our strategic location allows us to leverage one of China's most advanced logistics networks, ensuring our medical and pharmaceutical packaging solutions reach global markets with unparalleled efficiency.
With a decade of experience, we specialize in the R&D and production of high-quality disposable medical packaging. Our mission is clear: to support the healthcare industry with safe, reliable, and efficient products that protect the integrity of life-saving medicines.

The pharmaceutical industry is rapidly moving away from traditional permanent stainless steel installations toward Single-Use Technologies. Suppliers now offer PE liners, jumbo bags, and flexible isolators that eliminate the need for cleaning validation (CIP/SIP), significantly reducing capital expenditure and lead times. Our 20FT Dry Bulk Container Liners and PE Film Jumbo Bags are perfect examples of this trend, providing a sterile environment that is disposed of after use, ensuring zero cross-contamination.
AI-driven inventory management and IoT-enabled storage tanks are the next frontier. Monitoring the status of bulk drug substances in real-time—checking temperature, pressure, and humidity—is becoming a requirement for high-end biopharma clients in Europe and North America.
While sterility is paramount, global exporters are now tasked with developing recyclable or biodegradable pharmaceutical packaging. The industry is looking for materials that maintain high barrier properties while being environmentally conscious.
High-precision Bioreactor Storage and Distribution Systems are essential for early-stage R&D where drug substance volumes are small but extremely high-value.
Large-scale API production requires PP Bulk Container Liners for the safe, dry transport of powders and grains across tropical climates, protecting against moisture ingress.
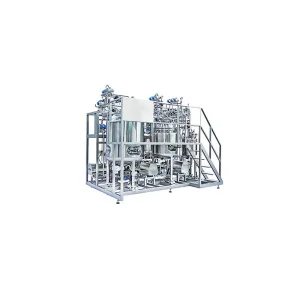
Our Marya Chinese Medicine Formulation Tanks are specifically designed to handle the complex extraction and mixing processes unique to herbal drug substances.
Sterile, positive-pressure needleless connectors and infusion systems ensure that during the final delivery phase, drug substances remain uncontaminated by environmental factors.
Customer satisfaction is the driving force behind our continuous improvement. Every product undergoes rigorous testing.
We build long-term partnerships through transparent business practices and uncompromising ethics.
Continuous innovation leads to reliable, high-performance packaging solutions for the modern world.

Choosing a supplier for Bulk Drug Substance storage is a decision that impacts the safety of millions of patients. At U-Care Medical, we combine the technical expertise of a seasoned manufacturer with the agility of a modern exporter. Whether you require stainless steel infrastructure for a large-scale bioreactor facility or flexible PE liners for cross-continental powder transport, our solutions are designed to exceed international standards. As the industry moves towards more complex biologics and faster market entry, we remain committed to being your reliable partner in pharmaceutical excellence.
For global procurement managers, our facilities in Changzhou offer the perfect balance of high-tech innovation and economical scalability. Explore our range of Marya and Nailii branded systems today and secure the future of your pharmaceutical products.