The global bioprocess consumables market is experiencing an unprecedented surge, driven by the rapid expansion of the biopharmaceutical industry. As of 2024, the market is shifting heavily toward Single-Use Technologies (SUT), which offer greater flexibility, reduced contamination risks, and lower capital expenditure compared to traditional stainless-steel systems.
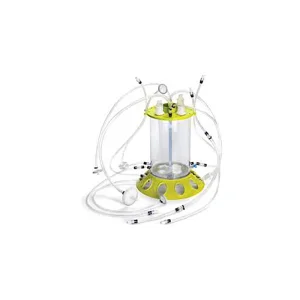
From monoclonal antibodies (mAbs) to the revolutionary Cell and Gene Therapy (CGT) sectors, bioprocess consumables—including bioreactor bags, sterilization pouches, and transfer assemblies—have become the lifeblood of modern medicine production. The global demand is projected to grow at a CAGR of over 12% through 2030, with North America and Europe leading in innovation, while the Asia-Pacific region emerges as the fastest-growing manufacturing hub.
The shift towards small-batch, highly specialized treatments requires consumables that are modular and easily customizable for specific patient protocols.
Smart consumables with integrated RFID or sensors are becoming standard, allowing for real-time tracking of sterilization status and shelf-life monitoring.
As single-use plastics dominate, factories are now focusing on bio-degradable materials and recyclable medical-grade polymers to reduce environmental footprints.
Global exporters are adhering to stricter E&L (Extractables and Leachables) testing to ensure the highest safety standards in pharmaceutical contact materials.
International biopharma giants and CDMOs (Contract Development and Manufacturing Organizations) are no longer just looking for suppliers; they are looking for strategic partners. Procurement needs have shifted from basic cost-saving to supply chain resilience. Key requirements include:
Our consumables find critical applications across various specialized environments:

Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
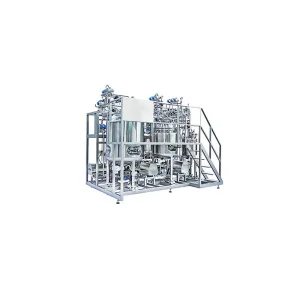
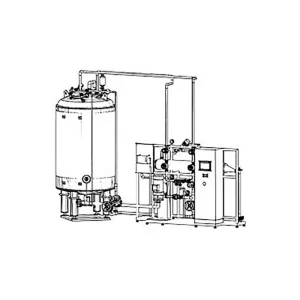
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.
We always place product quality at the highest priority. Customer satisfaction is the driving force behind our continuous improvement and development.
We are committed to building long-term partnerships with our clients by adhering to honest and transparent business practices, never compromising on ethics or authenticity.
Through continuous innovation and refinement, we strive to develop more practical, reliable, and high-performance packaging solutions that support the stable and safe use of our customers’ products.
To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.

Choosing U-Care Medical as your bioprocess consumables partner offers distinct advantages that combine the scale of Chinese manufacturing with the precision of global standards:
Our team continuously explores new materials and designs for bioreactor storage and distribution, ensuring our products stay ahead of industry demands for single-use technology.
Located in the Yangtze River Delta, we leverage a robust supply chain to offer competitive pricing without sacrificing the medical-grade quality required by international regulators.
Every product, from a sterilization pouch to a complex transfer assembly, undergoes rigorous testing for sterility, durability, and material integrity in our state-of-the-art labs.
With years of experience exporting to North America, Europe, and Southeast Asia, we understand the logistical and regulatory complexities of global medical distribution.