Years Experience
Certified Standards
Cleanroom Grade
Export Countries
The global market for Harvest Collection Bags has witnessed a paradigm shift over the last decade, transitioning from traditional stainless-steel storage to highly efficient Single-Use Systems (SUS). In the biopharmaceutical, forensic, and environmental sectors, the demand for sterile, customizable, and high-durability collection solutions has reached an all-time high.
Modern industrial harvest bags are no longer just "plastic containers." They are sophisticated engineering components designed to maintain biological integrity, ensure sterility during transport, and withstand extreme conditions—ranging from deep-freeze storage to high-pressure shipping. As bioprocessing companies scale up their production of vaccines and cell therapies, the role of a reliable Custom OEM Factory becomes central to the global supply chain.
Enterprises in North America, Europe, and Southeast Asia are increasingly seeking OEM partners who can provide end-to-end customization, from material selection (PE, EVOH, Nylon) to specialized closures and port configurations.
The industry is moving towards "Smart Packaging." Integration of RFID tracking, automated filling ports, and biodegradable high-barrier films are the new standards defining the next generation of harvest bags.
E-E-A-T principles demand that factories provide rigorous validation for leachables, extractables, and mechanical strength. Our factory focuses on multi-layer co-extrusion technology to ensure zero-leakage performance.
In high-tech labs, our 100L Bioreactor bags are essential for suspension cell culture. These bags provide a sterile environment for cell growth and efficient harvesting, reducing the risk of cross-contamination compared to traditional flasks.
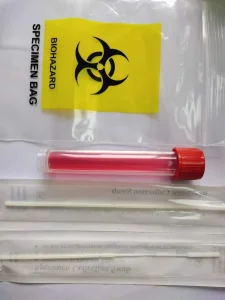
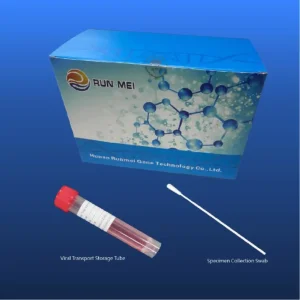
From sterile flocked throat swabs to forensic collection kits, high-integrity bags ensure that DNA and viral samples remain stable from the point of collection to the analysis lab. This is critical for public health monitoring and legal evidence.
Our sterile microbial sampling bags with wire closures are the industry standard for environmental testing agencies. They provide an easy-to-use, leak-proof solution for capturing water samples in remote locations.
For the chemical and food industries, PE jumbo bags and sea bulk liners facilitate the massive movement of powders and granules, protecting them from moisture and oxidation during transcontinental shipping.

Advanced cleanroom production line at U-Care Medical, ensuring every harvest bag meets stringent international medical standards.

Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.
We always place product quality at the highest priority. Customer satisfaction is the driving force behind our continuous improvement and development.
We are committed to building long-term partnerships with our clients by adhering to honest and transparent business practices, never compromising on ethics or authenticity.
Through continuous innovation and refinement, we strive to develop more practical, reliable, and high-performance packaging solutions.
To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.
As a specialized manufacturer in the Yangtze River Delta, we offer more than just low-cost production. Our Expertise is rooted in years of collaborating with international biomedical firms, understanding the critical nature of sterile barriers. Our Authoritativeness is backed by modern infrastructure and a team of R&D scientists dedicated to film technology and sterilization validation.
Our factory provides Reliability through vertical integration. From extruding our own PE films to final gamma sterilization coordination, we control the entire lifecycle of the harvest bag. This ensures that every OEM project—whether it's a small-batch lab sampling bag or a massive 1000L container liner—meets the same rigorous USP Class VI and FDA standards.
By leveraging China's advanced industrial ecosystem, we provide a Customization speed that is unmatched globally. We can move from design prototype to trial production in weeks, not months, allowing our global partners to stay ahead of market demands and rapid scientific breakthroughs.
Furthermore, our logistics advantage through the Changzhou hub ensures that whether you are procuring in bulk for industrial powders or high-precision medical components, the transit time and costs are optimized for your bottom line.