In the modern era of biotechnology and life sciences, the demand for sophisticated laboratory storage solutions has transitioned from simple shelving to integrated, intelligent ecosystems. Globally, the laboratory equipment market is witnessing a paradigm shift driven by the need for ultra-sterile environments, precision temperature control, and automated material handling.
From North American pharmaceutical giants to European research institutes, the focus is now on bioreactor storage and stainless steel distribution systems that ensure zero contamination. As laboratories scale up their operations, the efficiency of how samples, reagents, and pure water are stored directly impacts the integrity of scientific outcomes.
The global lab storage market is projected to reach billions by 2030, with China emerging as a primary manufacturing hub for high-end stainless steel and disposable medical packaging solutions.
Modern factories are incorporating IoT sensors into storage tanks and distribution systems to monitor pressure, temperature, and flow rates in real-time, reducing human error.
A move toward recyclable medical-grade polymers and high-grade 316L stainless steel ensures longevity and reduces the environmental footprint of large-scale labs.
Advanced sterilization technologies, such as plasma and microwave treatments, are becoming standard in storage units to combat multi-drug resistant pathogens.

China's laboratory storage manufacturing sector, particularly in regions like Jiangsu, offers an unparalleled combination of supply chain depth, technological agility, and cost-efficiency.
Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.

We always place product quality at the highest priority. Customer satisfaction is the driving force behind our continuous improvement and development.
We are committed to building long-term partnerships with our clients by adhering to honest and transparent business practices, never compromising on ethics.
Through continuous innovation and refinement, we strive to develop more practical, reliable, and high-performance packaging solutions.
To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.
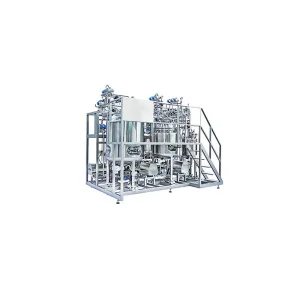
Our laboratory storage and distribution systems are designed for high-stakes environments where precision and hygiene are non-negotiable. We serve diverse sectors across the globe.
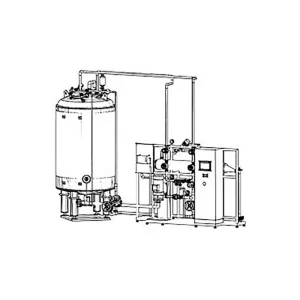
Safe storage for biological samples and sterile water distribution for diagnostic equipment.
Bioreactor storage systems that maintain the purity of complex chemical formulations and vaccine precursors.
Stainless steel solutions for high-throughput testing of food safety and quality control samples.
When global procurement officers look for Laboratory Storage Solutions, their criteria go beyond price. They seek a partner with demonstrated expertise and a proven track record. Our factory in China addresses these needs by implementing a rigorous E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) framework.
Our experience spans over a decade of servicing high-level medical markets. Our expertise is reflected in our engineering team's ability to customize stainless steel water storage and bioreactor systems to specific laboratory layouts. The authoritativeness of our brand is built on our deep understanding of international pharmaceutical standards, ensuring that every piece of equipment facilitates audit readiness.
Finally, trustworthiness is at the heart of our operations. We provide comprehensive documentation, material certifications, and transparent lead times. Whether you are a lab manager in Tokyo, a procurement specialist in Berlin, or a facility head in Dubai, our solutions are engineered to provide the reliability your critical research requires. By choosing a top China manufacturer, you leverage industrial-scale efficiency without compromising on the minute details that define world-class laboratory infrastructure.