Innovative Storage, Distribution, and Bioreactor Systems for Global Laboratories
The Paradigm Shift to Single-use Bioreactors (SUBs)
The global pharmaceutical industry is witnessing a revolutionary shift. Historically, stainless steel bioreactors dominated the landscape, requiring intensive Cleaning-in-Place (CIP) and Sterilization-in-Place (SIP) protocols. Today, Single-use Bioreactors (SUBs) have emerged as the gold standard for agility and efficiency. This transformation is driven by the need for faster turnaround times, reduced cross-contamination risks, and lower capital expenditure (CAPEX).
Industrial applications now span from pilot-scale research to large-scale commercial manufacturing. SUBs allow facilities to produce multiple drug products in the same space without the long downtime associated with traditional equipment cleaning validation.
Modern single-use systems integrated with advanced sensors (pH, DO, temperature) offer precision control comparable to or exceeding traditional vessels, ensuring optimal cell growth and protein expression.
The global single-use bioreactor market is projected to grow at a CAGR of over 15%. This growth is catalyzed by the rise of Biosimilars, Cell and Gene Therapies (CGT), and the urgent need for Vaccine Manufacturing localized within various geographic regions.
The Competitive Edge of Changzhou U-Care Medical & Nailii Solutions
Leveraging China's mature supply chain, we provide high-grade bioreactor components at a fraction of the cost of Western counterparts, without compromising on medical-grade material integrity.
In an industry where time-to-market is critical, our localized manufacturing in Changzhou ensures faster production cycles and global shipping compared to traditional suppliers.
From specific bag dimensions to unique sensor ports, our in-house R&D team works directly with biopharma clients to create bespoke solutions for unique bioprocessing challenges.
Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.

U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.
Vision: To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
Mission: To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.

Versatility Across the Biopharmaceutical Value Chain
Monoclonal antibodies require high-density cell cultures. Our single-use bioreactors provide the precise oxygen mass transfer and mixing required for CHO cell lines.
In pandemic responses, speed is everything. Disposable systems eliminate the need for lengthy validation of cleaning between batches, enabling rapid scale-up.
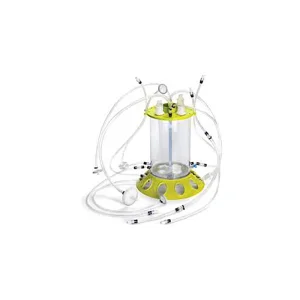
Personalized medicine often requires small-batch, high-value production. Rocker bioreactors and small-scale SUBs are ideal for these delicate processes.
Beyond the bioreactor, the storage and distribution systems ensure that sterile media and buffers are delivered without risk of contamination.
As a premier China Single-use Bioreactor Manufacturer, Nailii (U-Care Medical) is committed to pushing the boundaries of bioprocess engineering. Our systems are designed to meet the rigorous demands of modern biotechnology, ensuring safety, reliability, and unparalleled performance from lab scale to industrial production.