The global biopharmaceutical industry is undergoing a seismic shift. As the demand for complex biologics, monoclonal antibodies (mAbs), and revolutionary cell and gene therapies skyrockets, the infrastructure supporting these innovations—Upstream Bioprocess Equipment—has become the backbone of modern medicine. Upstream processing, which includes cell line development, media preparation, and cultivation in bioreactors, requires precision that leaves zero room for error.
Currently, the market is valued at billions of dollars, driven by the rapid expansion of CDMOs (Contract Development and Manufacturing Organizations) in North America, Europe, and the Asia-Pacific region. High-capacity bioreactors and single-use technologies (SUT) are no longer "optional" luxuries; they are essential for companies aiming to reduce cross-contamination risks and shorten time-to-market. China has emerged as a powerhouse in this sector, moving from a low-cost manufacturer to a global leader in high-tech bioprocessing innovation.
Transitioning from traditional stainless steel to Single-Use Technology (SUT) to minimize cleaning validation and maximize facility flexibility.
Integrating AI-driven sensors for real-time monitoring of pH, dissolved oxygen, and metabolite levels to optimize cell yields.
Developing eco-friendly bioprocessing materials and energy-efficient distribution systems to reduce the carbon footprint of drug manufacturing.
The "Industry 4.0" revolution is hitting the lab floor. We are seeing a massive shift toward modular bioprocessing units that can be quickly deployed for localized vaccine production. In a post-pandemic world, the ability to manufacture "locally" has become a matter of national security for many countries, increasing the demand for exported Chinese expertise in setting up turn-key bioprocess facilities.
When global procurement officers look for Upstream Bioprocess Equipment Factories, they prioritize three things: Compliance, Scalability, and Cost-Efficiency. China, particularly the Yangtze River Delta region, offers a unique ecosystem that meets all these criteria.
Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.

U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.
To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.

Upstream bioprocess equipment is not a "one size fits all" product. Different regions and industrial segments have unique requirements:
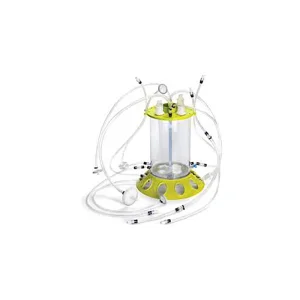
These users require compact bioreactor distribution systems that are easy to sterilize and move. Our efficient laboratory systems are designed for high-turnover experiments where space is at a premium.
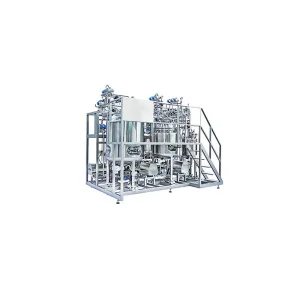
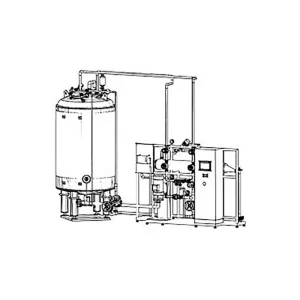
For industrial-scale production, the focus is on high-capacity water storage and distribution. Reliability is paramount, as a single failure in the storage system could lead to the loss of batches worth millions of dollars.
Procurement needs in these regions often focus on cost-effective, robust equipment that can withstand varying environmental conditions. Our stainless steel and single-use systems are engineered for durability and ease of maintenance.