The global Validated Sterile Packaging market is currently experiencing an unprecedented transformation. As the backbone of the healthcare industry, sterile packaging ensures that life-saving medical devices and pharmaceuticals reach patients without the risk of microbial contamination. In today's post-pandemic era, the emphasis on ISO 11607 compliance and terminal sterilization has never been higher.
From North America to the Asia-Pacific, regulatory bodies like the FDA and EMA are tightening requirements for packaging validation. This includes rigorous testing for peel strength, microbial barrier properties, and long-term shelf-life stability. Manufacturers are no longer just "suppliers"; they are critical partners in the patient safety chain.

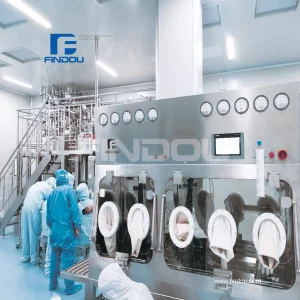
Modern manufacturing floors at Changzhou U-Care Medical Co., Ltd.
The industry is shifting towards digitalization and sustainability. Here is what's shaping the future of validated packaging.
Integration of RFID and QR codes for real-time sterility tracking and tamper-evident authentication throughout the supply chain.
Moving towards recyclable medical-grade polymers and biodegradable films without compromising the sterile barrier system (SBS).
Automated visual inspection using AI to detect microscopic seal defects that are invisible to the human eye.
Established in 2014, Changzhou U-Care Medical Co., Ltd. stands as a beacon of excellence in the Yangtze River Delta. We specialize in the research, development, and high-precision manufacturing of disposable medical and pharmaceutical packaging materials.
Our expertise lies in bridging the gap between advanced engineering and medical safety. By leveraging a strategic location with world-class logistics, we serve as a primary hub for global procurement teams seeking reliable, validated sterile solutions.

Global procurement managers face the daunting task of finding suppliers who offer both cost-efficiency and absolute reliability. In the medical sector, a single packaging failure can lead to catastrophic recalls. This is why "Validated" is the key word.
As a leading Chinese manufacturer, U-Care Medical offers:
Validation in sterile packaging is a documented process that proves a specific packaging system will consistently produce a product meeting its predetermined specifications. For exporters like us, this involves the Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ) of our sealing equipment.
In the global market, the demand for pre-validated systems is rising. Hospitals and pharmaceutical giants prefer suppliers who can provide comprehensive validation reports, reducing their internal testing burden. This trend is particularly strong in Europe and North America, where the MDR (Medical Device Regulation) has significantly raised the bar for technical documentation.
Furthermore, the physical challenges of global shipping—vibration, pressure changes in air freight, and humidity in sea freight—require that packaging is not just sterile, but physically robust. At U-Care, we simulate these stresses to ensure our bottles, connectors, and isolators perform perfectly upon arrival at your local facility.
To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.
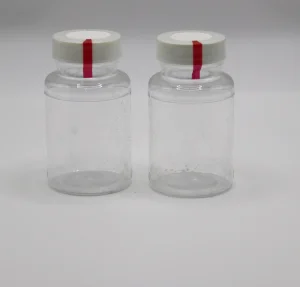
As we continue to grow, our focus remains on the "validated" nature of our work. Whether it is a 100ml sterile sampling bottle or a complex sterile API filling isolation system, each product carries our pledge of safety. We invite global partners to collaborate with us in building a safer medical future.