The global liquid handling market has evolved from simple manual pipetting to highly sophisticated, automated OEM/ODM Liquid Handling Solutions. As industries such as biotechnology, clinical diagnostics, and pharmaceutical manufacturing experience unprecedented growth, the demand for precision, sterility, and high-throughput capabilities has never been higher. Today, a Liquid Handling Solutions Manufacturer is no longer just a hardware provider but a strategic partner in the R&D lifecycle.
From the bustling biopharma hubs in Boston and Basel to the emerging manufacturing powerhouses in the Asia-Pacific region, the industry is witnessing a shift towards total fluid management integration. Modern industrial processes require liquid handling systems that can handle volumes ranging from picoliters to kiloliters with consistent accuracy, ensuring that high-value reagents and delicate biological samples are preserved during transfer and storage.
AI-driven liquid handling workstations are reducing human error and increasing reproducibility in drug discovery and molecular biology labs.
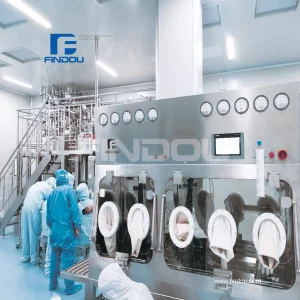
Aseptic environments and isolator systems are critical for the production of sterile injectables and cell therapies, ensuring zero contamination.
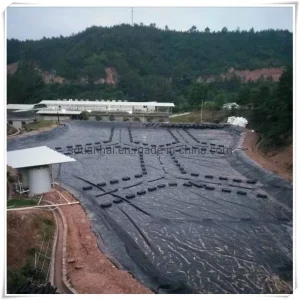
Eco-friendly HDPE liners and recyclable materials are becoming the standard for large-scale liquid containment and environmental protection.
Procurement managers at global pharmaceutical firms and chemical processing plants are increasingly looking for customized OEM/ODM services. The "one size fits all" approach is dead. Whether it is a specialized bioreactor storage system or a high-durability pond liner for industrial waste, the emphasis is on localized application scenarios and tailored engineering.
Key trends influencing the market include:
As a leading Liquid Handling Solutions Factory, we understand that reliability is the cornerstone of trust. Global buyers prioritize suppliers who can demonstrate a robust quality management system (QMS) and provide full documentation for regulatory compliance (FDA, GMP, CE).
Years Experience
Countries Served
Quality Inspected
Technical Support
Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.

The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.
Partnering with a China-based manufacturer like U-Care Medical offers significant strategic advantages. The Yangtze River Delta region is home to a massive cluster of material science experts, precision engineering firms, and logistics providers. This ecosystem allows us to offer:
We leverage high-volume production and optimized supply chains to provide premium liquid handling solutions at competitive price points.
Our in-house R&D team can transform a concept into a working prototype in weeks, significantly shortening your time-to-market.
From the thickness of HDPE liners to the specific dimensions of a bioreactor distribution system, we tailor every detail to your spec.
Our OEM/ODM Liquid Handling Solutions are designed with a deep understanding of the local challenges faced by global clients, such as varying voltage requirements, different piping standards, and specific chemical resistance needs. We don't just export products; we export reliable engineering solutions.
We always place product quality at the highest priority. Customer satisfaction is the driving force behind our continuous improvement and development.
We are committed to building long-term partnerships with our clients by adhering to honest and transparent business practices.
Through continuous innovation and refinement, we strive to develop more practical, reliable, and high-performance packaging solutions.

Our Vision: To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
Our Mission: To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.
In conclusion, whether you are seeking sterile liquid preparation systems for life-saving drug production or large-scale HDPE membrane containment for environmental sustainability, Changzhou U-Care Medical Co., Ltd. stands as a beacon of reliability and expertise in the liquid handling industry. Our commitment to E-E-A-T principles ensures that every system we build is backed by a decade of manufacturing experience, deep technical expertise in fluid dynamics, the authority of a world-class factory, and the trustworthiness of a company that prioritizes integrity above all.
Contact us today to explore how our specialized Liquid Handling Solutions can streamline your operations, ensure regulatory compliance, and drive your business toward a more efficient and automated future.