Pioneering High-Precision Fluid Automation and High-Barrier Medical Packaging Solutions Worldwide
Engineered to integrate seamlessly with global automated liquid handling and sterilization lines.


High-throughput screening, bioreactor sampling, and diagnostic kit preparation require rapid, zero-error fluid handling. System reliability prevents costly batch rejections.
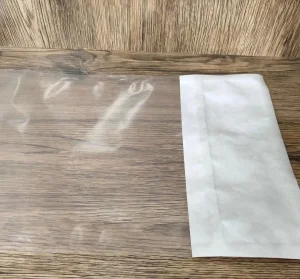
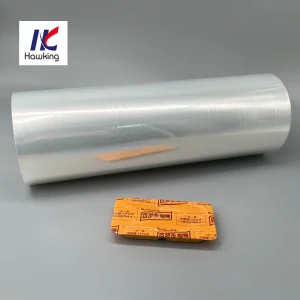
Integrated sterile barriers, such as specialized Tyvek sterilization pouches and high-barrier films, ensure liquid handling consumables remain contaminants-free.
Modern automated platforms integrate bioreactor storage with sterile sampling ports, distribution tubes, and multi-layer barriers for full process control.
China's manufacturing ecosystem for automated transfer systems and sterile process consumables offers unmatched scalability, cost efficiency, and supply chain stability. By integrating advanced raw material processing with precision molding and sterile assembly under one roof, Chinese exporters deliver systems that match the technical standards of global life sciences.


Established in 2014 in Jiangsu Province, Changzhou U-Care Medical Co., Ltd. is a dedicated manufacturer and exporter of medical packaging and process consumables that support automated fluidic operations worldwide.
We focus on manufacturing disposable medical and pharmaceutical packaging materials, offering custom, high-reliability barriers for critical fluid management systems.
How our corporate framework ensures reliable operation for high-stakes automated liquid handling setups.
We place product quality at the highest priority. From raw material selection to final delivery, customer satisfaction drives our continuous process refinement.
We build long-term global partnerships through honest and transparent business practices, ensuring absolute compliance and traceability.
Continuous research yields high-performance packaging and tubing systems that guarantee stable containment under challenging thermal and chemical pressures.
Vision: To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
Mission: To support the healthcare and biotechnology industry with safe, reliable, and efficient packaging products, contributing to the better protection and delivery of critical medical products globally.
Expert answers to common procurement, compliance, and application questions.
High-barrier packaging, sterilization pouches, and process isolators built to international medical standards.