The global cold chain packaging market is undergoing a seismic shift. As international trade for perishable goods and temperature-sensitive pharmaceuticals expands, the demand for high-performance cold chain packaging films has reached unprecedented levels. Industry reports suggest the market is poised to grow at a CAGR of 7.2% through 2030, driven by the rapid growth of the biopharmaceutical sector and the e-commerce food delivery boom.
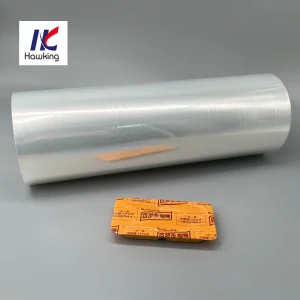
Modern cold chain logistics require more than just insulation; they demand active barrier protection. Multi-layer co-extrusion films, utilizing materials like EVOH (Ethylene Vinyl Alcohol) and PA (Polyamide/Nylon), are now the industry standard. These materials provide a shield against oxygen, moisture, and UV light, ensuring that the integrity of vaccines, fresh meats, and biological samples remains uncompromised from the factory floor to the end consumer.
Integration of RFID and temperature-sensitive indicators directly into the film layers. This allows for real-time tracking of thermal excursions, a critical requirement for high-value pharmaceutical logistics.
The industry is moving toward "Recyclable High Barrier" solutions. We are developing PE-based mono-material films that offer EVOH-level protection while being fully compatible with existing recycling streams.
Application of nano-coatings to reduce film thickness (downgauging) without losing mechanical strength or barrier properties, leading to significant reductions in carbon footprints and shipping costs.
For international procurement managers in the EU, North America, and Southeast Asia, selecting a cold chain packaging film supplier involves rigorous vetting. Based on our decade of export experience, the key priorities are:
Our films are widely used for the packaging of vaccines, blood bags, and diagnostic kits. In these scenarios, maintaining a stable temperature and preventing contamination is life-critical. Our PA/PE/EVOH co-extruded films provide the necessary sterility and gas barrier.
From Wagyu beef in Japan to Salmon exports from Norway, our 11-layer high-barrier films extend shelf life by up to 300%, reducing food waste and allowing for sea freight instead of expensive air freight.
Highly active chemicals and moisture-sensitive resins require robust packaging that prevents hazardous leaks and environmental degradation. Our puncture-resistant films are the first choice for heavy-duty industrial liners.
Lidding films for beverage cups and thermoforming films for yogurt containers require high clarity and easy-peel properties, which our specialized co-extrusion lines deliver with precision.
China has evolved from a high-volume producer to a high-tech innovator in the plastic packaging sector. By sourcing from a specialized Chinese factory like Changzhou U-Care Medical Co., Ltd., you benefit from:
Located in the Yangtze River Delta, we have immediate access to the world's best raw material suppliers (Dow, BASF, ExxonMobil) and the busiest shipping ports (Shanghai/Ningbo).
Our engineers can develop a custom film structure prototype in days, not months. We specialize in solving complex barrier challenges for niche medical applications.
Utilizing German and Italian co-extrusion equipment, we maintain thickness tolerances within ±2%, ensuring perfect performance on your automated thermoforming lines.
Changzhou U-Care Medical Co., Ltd. was established in 2014 and is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.

Vision: To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality and innovation.
Mission: To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection worldwide.