High-barrier packaging and protective containment elements optimized for pharmaceutical sterile transport, healthcare facilities, and precise fluid handling.
In the modern era of high-precision manufacturing, bio-pharmaceutical engineering, and environmental stewardship, the demand for high-barrier, custom protective packaging solutions has surged. The global market is transitioning away from standard, off-the-shelf packaging toward targeted, custom-engineered barrier systems. This pivot is driven by several key factors: the acceleration of biotech drug development, the strictness of hospital infection control protocols, and the critical need to preserve ultra-pure fluids during global logistical transfers.
Custom protective packaging factories in China have risen to meet these demands by integrating advanced material sciences with scalable, state-of-the-art production lines. From clinical CSSD (Central Sterile Supply Department) consumables to geomembrane protection systems for municipal containment, Chinese factories offer an extensive array of manufacturing methodologies. By leveraging high-density polyethylene (HDPE), specialized fluoroelastomers, and medical-grade Tyvek co-extrusions, these plants ensure integrity at every touchpoint.
For medical device manufacturers and bio-pharmaceutical developers, custom protective packaging is not simply a containment envelope; it is a critical component of the sterility assurance level (SAL). A sterile barrier must maintain its integrity against microbes, mechanical tears, and vacuum transitions during distribution. Meanwhile, in fluid handling operations such as single-use bioreactor distributions, custom-designed protective connectors and medical silicone tubing are paramount to preventing batch contamination and product failure.
According to FDA recall database surveys, packaging design compromises account for approximately 10% to 13% of all medical device recalls. Implementing high-performance custom protective systems directly mitigates compliance risk and eliminates cost overheads linked to cargo failures during intercontinental transport.
Custom protective packaging serves as the backbone of several cross-border value chains, guaranteeing product life cycle extension and compliance safety.
Hospitals and clinics require sterilization packaging capable of surviving intense steam autoclave, ETO (Ethylene Oxide), or plasma sterilization cycles while preserving a sterile state until point-of-use.
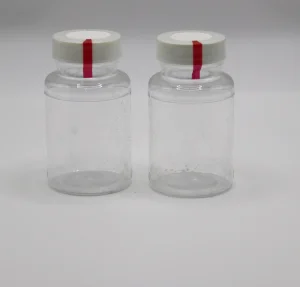
Single-use systems (SUS) for cell cultivation demand highly specialized sterile sampling bottles, bio-distribution assemblies, and food-grade silicone tubing to eliminate bio-burden threats.
For landfills, concrete preservation, and industrial containment tanks, premium heavy-gauge HDPE liners provide impermeability, mechanical protection, and chemical erosion resistance.
Established in 2014, Changzhou U-Care Medical Co., Ltd. is located in Changzhou, Jiangsu Province, within the core region of the Yangtze River Delta—one of China’s most dynamic and economically advanced areas. Benefiting from a strategic location and convenient transportation network, the company enjoys strong access to both domestic and international markets.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.
The company is equipped with modern production facilities and adheres strictly to industry standards and quality management systems. From raw material selection to final product delivery, every step is carefully controlled to ensure product consistency, safety, and compliance with international regulations.


Our Vision: To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality, innovation, and customer-focused services.
Our Mission: To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better protection and delivery of medical products worldwide.
Adhering to international standards ensures that custom protective packaging meets the biological, physical, and chemical limits required by global regulatory bodies.
Custom packaging for pharmaceutical and medical applications is subject to strict regulatory frameworks such as the US FDA, ISO 11607 (Packaging for terminally sterilized medical devices), and European CE marks. Custom factories in China must achieve strict process validations (IQ/OQ/PQ) to verify that sealing integrity, microbial barrier properties, and material leachables fall within safe thresholds.
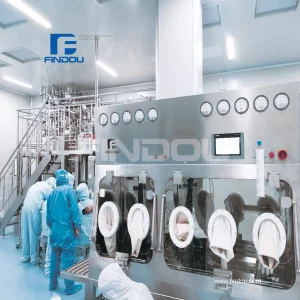
To ensure reliability, manufacturing operations at U-Care Medical are executed in Class 100,000 (ISO Class 8) and Class 10,000 (ISO Class 7) cleanrooms. This environment controls airborne particulate concentrations, preventing micro-contamination from settling on critical surfaces, such as silicone needle-free connectors, sterile sampling bottles, or single-use tubing networks.
Examining how custom protective materials behave in real-world clinical, bio-industrial, and civic infrastructural scenarios.
In healthcare facilities, surgical kits and medical machinery components are prepared for reuse in Central Sterile Supply Departments (CSSD). Utilizing co-extruded films laminated to DuPont Tyvek, protective sterilization pouch rolls provide exceptional resistance against puncture and tears while maintaining breathability for sterilizing gases. The high microbial barrier remains intact for up to several years under proper shelf-life conditions.
Advanced bio-manufacturing platforms demand clean fluid delivery lines. Products like the Nailii Bioreactor Storage and Distribution System utilize premium sanitary stainless steel fluid filter housings, silicone tubing, and needle-free connector interfaces. The protective packaging ensures these single-use assemblies remain sterile and free from particulates during transit, safeguarding millions of dollars in biotech yields.
In water collection and landfill infrastructure, chemical corrosion and concrete erosion pose a persistent threat of environmental damage. Premium high-density polyethylene (HDPE) concrete protective liners act as a robust barrier. Engineered to withstand high mechanical loads, low temperature fracturing, and strong chemical exposure, these liners prevent contaminants from leaching into aquifers.
The technological trajectory of protective packaging is driven by digital integration, smart indicators, and high performance sustainable polymers.
Integration of temperature, humidity, and microbial exposure indicators directly within medical Tyvek pouch systems to signal sterility breaches visually.
Deployment of plant-based, clean-burning plastic films and bio-compatible barrier sheets to reduce the global waste footprint of single-use clinical packagings.
Utilization of AI vision inspection technology to detect microscopic pinholes and seal anomalies in real-time during packaging extrusion processes.
Essential insights for procurement managers, medical engineers, and supply chain directors sourcing protective components from China.
DuPont Tyvek combined with specialized co-extruded films is the gold standard. Tyvek is a web of high-density polyethylene fibers that allows sterilizing gases like ETO and steam to escape while blocking micro-organisms, liquids, and spores. For tubing, platinum-cured silicone is favored due to its chemical inertness, high temperature resistance, and minimal extractables.
Top-tier factories operate ISO 13485 quality systems and construct Class 100,000 cleanrooms. Compliance validation includes seal strength evaluation (ASTM F88), packaging integrity bubble testing (ASTM D3078), biocompatibility evaluations (USP Class VI), and particulate analysis to guarantee materials conform to ISO 11607 standards.
Yes. Food-grade silicone tubing is highly versatile. Its high thermal tolerance (up to 200°C) and resistance to chemical cleaning agents make it optimal for pharmaceutical liquid transfer as well as home brewing, wine making, and dairy distribution, preventing off-flavors and fluid leakage.
For custom mold designs (like specialized connectors, sampling bottles, or sealings), the tooling fabrication process takes 15 to 25 days. Once prototypes are approved, volume production takes 10 to 20 days, depending on sterilization validation and order scale. U-Care Medical provides expedited tracking to assist with tight product launch timelines.
HDPE concrete protective liners utilize mechanical anchoring studs that lock directly into the concrete surface. This establishes a high-density barrier that prevents moisture ingress, blocks sulfate and acid attack, and shields concrete structures in municipal wastewater, petrochemical containment, and landfill systems.
Additional high-grade protective components, containing membranes, process tubes, and decontamination machinery manufactured to meet global industrial standards.