In the contemporary pharmaceutical, biotechnological, and food & beverage industries, Sterile Sampling Systems have transitioned from optional safeguards to mandatory critical infrastructure. As global regulatory bodies like the FDA, EMA, and NMPA tighten their grip on Good Manufacturing Practices (GMP), the integrity of a sample is paramount. A single contamination event during the sampling process can lead to the loss of multi-million dollar batches, legal liabilities, and compromised patient safety.
The global market for aseptic sampling is witnessing an unprecedented surge, driven by the rise of Biologics and Cell/Gene Therapies. Unlike traditional chemical drugs, biopharmaceuticals are highly sensitive to microbial presence. This has catalyzed the demand for "Closed-Loop" sampling solutions and Single-Use Systems (SUS), which eliminate the need for complex Clean-in-Place (CIP) and Steam-in-Place (SIP) cycles.
The aseptic sampling market is projected to grow at a CAGR of over 11% through 2030, with Asia-Pacific emerging as the fastest-growing manufacturing hub for global pharmaceutical exports.
Today, global enterprises are not just looking for hardware; they are seeking Total Aseptic Integrity. This includes validated sterilization processes (Gamma radiation or EO), material traceability (USP Class VI), and ergonomic designs that reduce human error—the leading cause of contamination in laboratory and production environments.
Disposable sterile sampling bags and connectors are replacing traditional stainless steel ports to minimize cross-contamination risks and speed up turnaround times between production batches.
Modern sampling valves, like our Premium Sanitary Stainless Steel series, are engineered with dead-leg-free designs to ensure that every drop sampled is representative of the whole batch.
Integration of RFID and QR coding on sterile bottles and bags is becoming the norm, allowing for real-time tracking of sample chain-of-custody from the cleanroom to the analytical lab.

Established in 2014, Changzhou U-Care Medical Co., Ltd. has grown into a cornerstone of the medical and pharmaceutical packaging industry in China. Located in the heart of the Yangtze River Delta, we leverage advanced logistics and a high-tech manufacturing ecosystem to serve global markets.
Our expertise lies in the rigorous R&D of disposable medical consumables and sophisticated aseptic preparation systems. We don't just manufacture; we engineer solutions that adhere to international safety standards. With a 100,000-grade cleanroom facility, every product from a simple 100ml sterile bottle to a complex negative pressure isolator undergoes stringent quality validation.
As a leading China Sterile Sampling Systems Exporter, we provide a unique blend of cost-efficiency and high-end technical specification. Global procurement officers from North America, Europe, and Southeast Asia look to us for:
Our systems are deployed across diverse sectors:
Building long-term partnerships through honest and transparent business practices, ensuring ethical sourcing and authenticity.
Continuous refinement of high-performance packaging solutions to support the stable and safe use of our customers' products.
Contributing to better healthcare protection worldwide by delivering superior quality medical and pharmaceutical packaging.

When discussing Sterile Sampling Systems, reliability is synonymous with material science. At Changzhou U-Care Medical, we utilize 316L Stainless Steel for all metallic contact parts, ensuring maximum resistance to corrosion and pitting. For our plastic consumables, such as the needle-free connectors and sterile sampling bags, we use medical-grade polymers that are free from DEHP and Latex, meeting the highest biocompatibility standards.
The engineering of our API Filling Isolation Systems reflects our commitment to high-containment safety. These modular systems are designed to handle hazardous or high-potency active pharmaceutical ingredients (HPAPIs), providing an OEB 5 level of containment. This technological prowess allows pharmaceutical manufacturers to protect both the operator and the product, maintaining a sterile environment even in the most demanding production cycles.
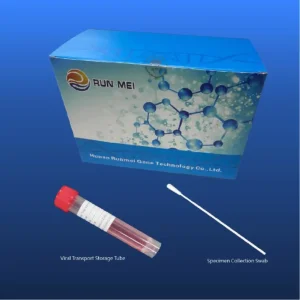
Furthermore, our Sterile Flocked Throat Swab Kits are designed with advanced nylon fiber technology. Unlike traditional fiber swabs, the flocked design ensures superior sample collection and elution, which is critical for accurate molecular diagnostics. This attention to detail—from the macro-scale isolator to the micro-scale swab fiber—is what defines our authority as a top-tier Chinese supplier.
Choosing the right Sterile Sampling Systems Supplier is a strategic decision that impacts the entire lifecycle of your product development. At Changzhou U-Care Medical, we combine our deep roots in the Chinese manufacturing sector with a global standard of excellence. Whether you are scaling up a bioprocessing plant or maintaining a clinical diagnostic laboratory, our sterile solutions provide the reliability, safety, and innovation required for today's high-stakes industrial demands.
As the industry moves toward more integrated, automated, and sterile-centric workflows, we remain dedicated to evolving alongside our clients. From 100ml sterile quantitative bottles to advanced modular filling systems, our portfolio is designed to ensure that your sampling is as pure as your science.