Precision-engineered products for chemical, medical, and industrial hazard management.
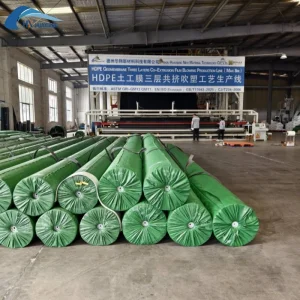
In the modern industrial landscape, the management of hazardous materials (HazMat) has shifted from mere containment to sophisticated, intelligent life-cycle management. As global regulatory frameworks like REACH, OSHA, and the Basel Convention tighten, "China Wholesale Hazardous Material Storage Solutions" have emerged not just as cost-effective alternatives, but as technological leaders. The demand for advanced materials such as 11-layer co-extruded films and 2mm high-density polyethylene (HDPE) geomembranes is skyrocketing, driven by the need to protect groundwater from industrial runoff and ensure the sterile integrity of biopharmaceutical precursors.
Global enterprises now require storage solutions that exceed ASTM standards to mitigate legal and environmental risks in diverse jurisdictions.
Advanced co-extrusion technologies provide unmatched barrier properties, preventing the migration of volatile organic compounds (VOCs).
Modern landfill liners and secondary containment systems are moving toward a zero-leakage philosophy using multi-layer EVOH high-barrier polymers.
The global storage market is currently experiencing a CAGR of 6.4%, with the Asia-Pacific region leading the supply of critical components. Changzhou U-Care Medical Co., Ltd. sits at the heart of this manufacturing hub, leveraging the logistical prowess of the Yangtze River Delta to deliver critical containment solutions to over 50 countries.
Established in 2014, Changzhou U-Care Medical Co., Ltd. is strategically located in Changzhou, Jiangsu Province. As a core member of the Yangtze River Delta economic zone, we benefit from world-class infrastructure and a high-tech supply chain ecosystem.
U-Care Medical has accumulated extensive experience in the manufacturing of medical and pharmaceutical packaging products. The company is dedicated to the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials. With a focus on innovation and reliability, U-Care strives to provide safe, efficient, and customized solutions to meet the evolving needs of healthcare and pharmaceutical industries worldwide.

Navigating the complex landscape of "Hazardous Material Storage" requires more than just high-quality products; it requires a partner who understands localized compliance. For European clients, our EVOH barrier films meet stringent food and chemical safety directives. In North America, our 2mm HDPE geomembranes are tested against ASTM International standards to ensure performance in landfill and waste containment applications.
Our localized support team provides technical documentation, on-site installation guidance for geomembranes, and customized validation protocols for bioprocess storage systems. This ensures that every solution we export from China integrates seamlessly into the client's local regulatory framework.
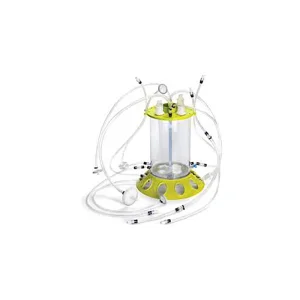
The future of hazardous material storage lies in Smart Containment. U-Care Medical is currently exploring the integration of RFID and sensor technologies into our bioreactor storage and distribution systems. These "Smart Bioreactors" will allow real-time monitoring of temperature, pH, and structural integrity, reducing the risk of material degradation.
Researching bio-based polymers that maintain high-barrier properties while reducing long-term environmental footprint.
Advancing medical waste neutralization through integrated microwave shredding/disinfection machines, moving away from carbon-intensive incineration.
Utilizing AI-driven quality inspection for our sterilization pouches and co-extruded films to achieve 99.999% defect-free output.

How our solutions solve real-world hazard management challenges.
Utilizing Single-Use Bioprocess Systems for the safe storage of viral vectors and high-value vaccines during the manufacturing process.
Deploying 2mm HDPE Geomembranes for fish pond liners and lake bottom lining, preventing seepage in large-scale aquaculture and water conservation projects.
On-site disinfection of pathogen-active medical waste using industrial microwave technology, reducing transport hazards.
Negative pressure isolator systems protecting operators during the milling and processing of potent pharmaceutical ingredients (APIs).