The global bioprocessing market is undergoing a radical shift. As pharmaceutical giants pivot towards personalized medicine and complex biologics, the demand for precision-engineered Bioprocess Valve Assemblies has reached an all-time high. No longer just simple mechanical gates, these assemblies are now the "heartbeat" of aseptic fluid management, ensuring zero contamination from cell culture to final fill-and-finish.
Today, the industry is valued at billions of dollars, driven by the rapid growth of mRNA vaccines, monoclonal antibodies (mAbs), and gene therapies. Companies are demanding components that are not only durable but also compliant with stringent global standards like FDA, USP Class VI, and ASME BPE.
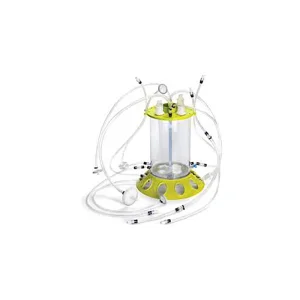
The rise of disposable bioreactors and single-use assemblies is minimizing cleaning validation requirements and cross-contamination risks, allowing for faster production cycles.
Integration of IoT sensors and pneumatic control systems into valve manifolds enables real-time monitoring of flow rates, pressure, and sterilization status.
Modern factories are focusing on reducing water and chemical waste through more efficient CIP (Clean-in-Place) and SIP (Steam-in-Place) valve designs.
Procurement managers from North America, Europe, and Southeast Asia are increasingly looking for reliable China Bioprocess Valve Assemblies Factories. Why? Because the modern Chinese manufacturing landscape has evolved from "low-cost production" to "high-tech innovation."


Established in 2014, Changzhou U-Care Medical Co., Ltd. is strategically located in the heart of the Yangtze River Delta. We have evolved into a premier destination for pharmaceutical and medical fluid control solutions.
Our expertise lies in the research, development, and production of high-quality disposable medical and pharmaceutical packaging materials, along with advanced bioprocess valve assemblies. We don't just sell products; we provide safe, efficient, and customized solutions that meet the evolving needs of healthcare leaders globally.
Expertise & Experience: 10+ years in high-precision medical manufacturing.
Quality Control: Strict adherence to ISO standards and international pharmaceutical regulations.
We always place product quality at the highest priority. Customer satisfaction is the driving force behind our continuous improvement and development.
We are committed to building long-term partnerships with our clients by adhering to honest and transparent business practices.
Through continuous innovation and refinement, we strive to develop more practical, reliable, and high-performance solutions.
To become a trusted global provider of medical and pharmaceutical packaging solutions by consistently delivering superior quality and innovation.
To support the healthcare industry with safe, reliable, and efficient packaging products, contributing to better delivery of medical products worldwide.
Used in bioreactors, fermentation tanks, and filtration skids to control the flow of media, buffers, and active pharmaceutical ingredients (APIs).
Small-scale valve assemblies for R&D labs requiring high precision and easy-to-clean components for pilot-scale batches.
Meeting the highest food-grade sanitary standards for dairy, beverage, and sterile food processing lines.
Ensuring aseptic conditions during the final packaging and bottling stages of medical products.